
Following the session “Logistics DES at the automotive industry” I would to introduce some reflections:
- How the automotive industry could manage and deliver a huge number of assets and information during the process of assembling a car?
- Which role develop the human resources in those process?
- Are this elements facilitating or enhancing the value proposition of this companies?
First of all, the automotive industry integrates all their efforts through the entire organization independent of the location implementing of Enterprise Resource Planning (ERP: http://bit.ly/1jw8dK7) or Computerized Maintenance Management system (CMMS: http://bit.ly/1TQuCko). The commonly adopted methodologies in this business sector are: just in time promoted by Toyota and the Fordism introduced by Henry Ford in 1913. For deepen in these two methodologies of management see Video 1 and Image 1 Ford production system and Video 2 and Image 2 the Toyota production system.
Video 1. Ford production system at the first stage <http://bit.ly/1TOKaE6>. [Accessed: 05/29/2016 ]
Video 2. Toyota production system. <http://bit.ly/1XGQQGL> [Accessed: 05/29/2016 ]

Image 1. Ford assembling line. Reproduced from <http://bit.ly/1VoqTvi>. [Accessed: 05/29/2016]

Image 2. Toyota production system. Reproduced from <http://bit.ly/25rcYHW>. [Accessed: 05/29/2016]
Secondly, in order to maximize this flow of management the human resources are the basis of these models. Independently of the computerization of a wide variety of processes and tasks the human resources develop a key role in management and supervision of this processes. For example the machines are programmed and repaired by human resources (at least in a first stage).
Some participative tools can be applied in order to dynamise and expand the capabilities of Information and communications technology tools, see Table 1:
Table 1. Participative management tools for expand teambuilding and creativity of people.
| Tool | Application |
Six Thinking Hats |
http://bit.ly/1VojH2m |
Ishikawa diagram |
http://bit.ly/1VojXi1 |
Dotmocracy |
http://bit.ly/25r4bpf |
Source: Own elaboration.
A part from the extended Belbin methodology (Team Role Inventories) and as a complement to the involvement and empowerment strategies is quite interesting predefine the following topics, see Table 2, Video 3 and Video 4:
Table 2. Human resources matrix.
| Tool | Application |
Polyvalence matrix (specially for semiautonomous groups) |
http://bit.ly/1Z6Q8By |
Verticality matrix |
http://bit.ly/20Q3YsA |
Source: Own elaboration.
Video 3. Belbin roles. <http://bit.ly/1qUItKL>. [Accessed: 05/29/2016 ]
Video 4. Employees skills matrix template <http://bit.ly/25u9bwX>. [Accessed: 05/29/2016 ]
Thirdly, following Kotler and Wirtz Service Marketing: People, Technology, Strategy, 7th edition:
“Firms’ market offerings are divided into core product and supplementary service elements”
If we consider logistics at the automotive industry taking in consideration information and human resources these elements are facilitating.
Finally, in the present learning object it has been offered an approach to the automotive industry from the perspective of service, sales and logistics.












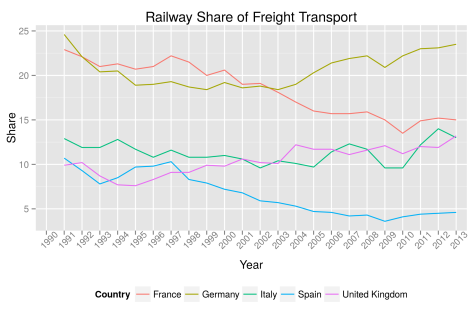 Source: Eurostat
Source: Eurostat


 Image 2: A truck driver being stopped at the boarder
Image 2: A truck driver being stopped at the boarder










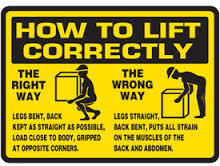 movements over and over again can lead to pain and injury. Once again train your employees so proper lifting techniques is one of the most important things to learn. Moreover design your warehouse in an ergonomic way so that the human body is not forced to perform unusual poses.
movements over and over again can lead to pain and injury. Once again train your employees so proper lifting techniques is one of the most important things to learn. Moreover design your warehouse in an ergonomic way so that the human body is not forced to perform unusual poses.














{kind=link}